
- 供应
- 求购
- 公司

由于PVC.U管件的品种较多,而且使用的模具不同,引用的多级注射成型工艺形式也随之不同。PVC.U管件的注射模具虽然品种很多,但是从进料方式可划分为直浇道模具和侧浇口模具两类。这两类形式的多级注射成型工艺特点是:直浇道模具这类模具生产的制品常见的缺陷是浇口处有斑纹,浇口周围起毛、粗糙,浇口正面无光泽等。为了解决这类问题,笔者一般采用始将注射速率加快,当注料量达到成品边沿时将注射速率减慢,让后进的熔料沿制品内表面前进,这样制品表面缺陷有可能大大减少或解决。
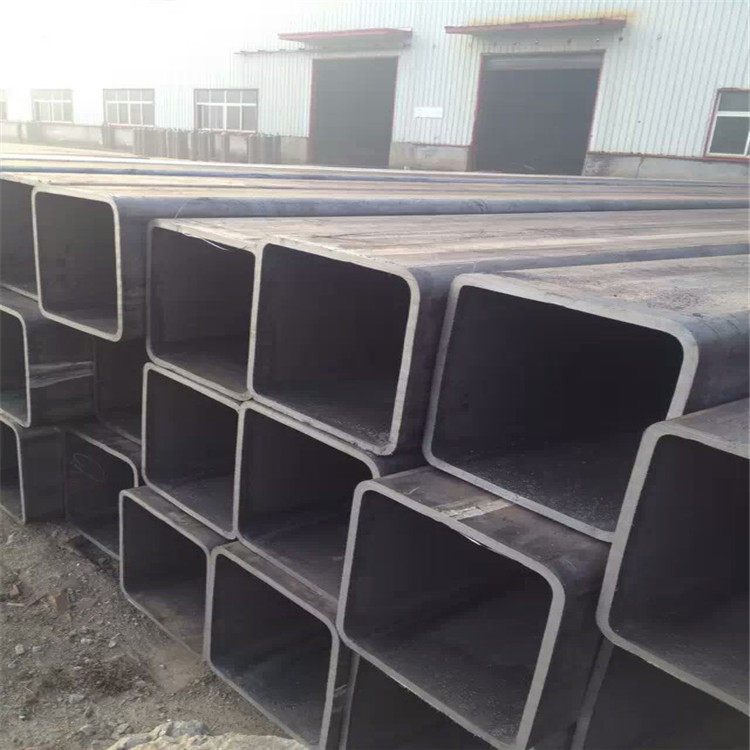
钢管的质量要求钢管表面质量:表面光洁要求a.危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。S355J2属欧洲标准热轧结构钢产品,同系列其他材质如S355JO等。 C:≤0.22;Si:≤0.55;Mn:≤1.60;P: ;S355为欧标低合金高强度板。


钢牌号须由以下几部分构成:—本标准号(EN10025-2);—钢名或钢号:钢名由以下几部分构成:—符号字母S(结构钢)或者E(工程钢);—有关厚度≤16mm的以MPa为单位时,其屈服强度的描述;—可行时,标记冲击功的质量组成名称;—可行时,标记用于特殊用途的字母;—如产品按“+N或+AR”状态交货时,则须标记“+N或+AR”。
单位必须编写质量手册、质量体系程序、作业指导书、表格报告等质量体系文件,规定有关人员的职责和权限,明确各项工作的标准。第十一条单位应对影响产品安全性能的和检验过程制措施。第三章程序第十二条安全工作程序包括:申请、受理、初审、产品型式试验、联审、审核批准、发证及通告。第十三条单位安全分为A级和B级(级别划分方法见附件个)。需进行A级安全的单位应向 质量技术监督局安全监察机构或其授权的省级质量技术监督行政部门字全监察机构提出安全申请,填报《压力管道元件单位安全申请书》(格式见附件国四)和《企业情况表》(格式见附件五),同时抄送省、地(市)级质量技术监督行政部门安全监察机构。
本品无腐蚀,不燃、不爆、便于使用,运输和储存。#(号)钢和4Cr钢调质的热工艺调质是淬火加高温回火的双重热,其目的是使工件具有良好的综合机械性能。调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在.3~.5%。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。