|
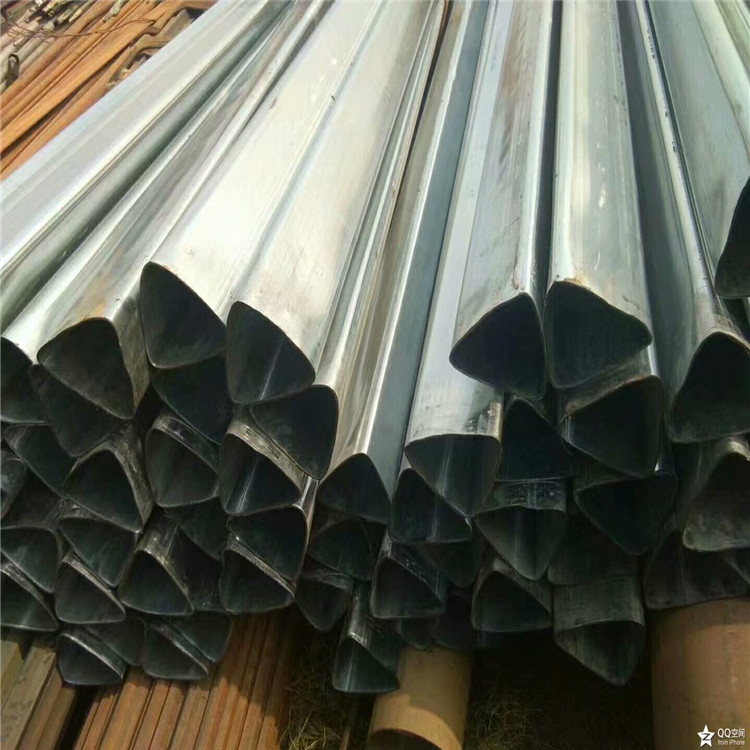
南宁小口径三角管厂家 围网底座用小口径三角管
为经济断面钢管,包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件的劳动生产率。其广泛应用在、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉等方面。
生产异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。
异型钢管的用途:异型钢管广泛用于各种结构件、工具和机械零部件,和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异型钢管一般是根据端界面来区分、按材料来说又可分为无缝异型钢管、铝合金异型管、塑料异型管。
异型钢管可分为:异型钢管、三角形异型钢管、六角形异型钢管、菱形异形钢管、八角形异型钢管、半圆形异型钢管、不等边六角形异型钢管、五瓣梅花形异型钢管、双凸性异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹型异型钢管。异型钢管按形状分为:外六角内圆钢管、外圆内六角钢管、内外六角钢管、平椭圆钢管、椭圆钢管、三角管、L型钢管、八角管、蘑菇型管、面包型管、D型管、凹形管、凸型管,伞型管,P形管,元宝形管等异型钢管,异型钢管形状是根据用户需要而生产的。
异型钢管,矩形管,方管尖角的概念,矩形管、方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来生产。生产主要靠平辊轧制整形,由于平辊是两辊式来生产。生产主要靠平辊轧制整形,由于平辊是两棍式结构形式,存在方矩形管四个角的辊缝不等和角部受力状态不一致的问题,造成方矩形四个角不尖不等,R=1.2t,矩形管尺寸为外圆角半径,f为壁厚。
虽然符合有关企业标准,但不能满足用户对产品的高质量的要求。新型设计采用了土耳其头四辊轧制整形,由于土耳其头上状的四辊结构相同,四个角的辊缝相等,角部受力状态一致,当轧制力足够大时,角部产生塑形变形使金属填充角部,管的外表形成了平面与弧形之间的交线--即尖角。
尖角异型钢管,矩形管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角形成机理与普通方矩管靠弯曲成角是不同的,它靠的是轧辊的轧制力,通过弧形拱产生挤压力F,使钢带角部产生塑形变形从而使异型钢管,矩形管,方管填充角部而成。弧形拱对角填充的压力土耳其其头四辊在一定的弧面作用于钢带的同一横截面,满足式的条件,即可通过轧辊压力使角部金属产生塑形变形,形成尖角。 椭圆异型钢管冷拔异型钢管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型钢管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个断面呈圆弧状。
在板材表面涂层油膜会得到更好的穿孔效果,而不降低质量。激光氧气切割原理是用激光作为预热热源,用氧气等活性气体作为切割气体。喷出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面吧熔融的氧化物和熔化物从反应区出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧化切割主要用于碳钢、钛钢以及热钢等易氧化的金属材料。
异型钢管激光切割,激光头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;异型钢管切割速度快,切口光滑平整,一般无需后续;切割热影响区小,板材变形小,切缝窄;切口没有机械应力,无剪切毛;精度高,重复性好,不损伤材料表面;数控编程,可任意的平面图,可以对幅面很大的整板切割,无需模具,经济省时。然而根据切割效果来定义分析,异型钢管激光切割,根据激光进行切割的材料,其切割效果能够满意, 度又高,这是继承了激光的优势,也是普通切割防湿不能够媲。
南宁根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或专用出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动启1段个别冷却水或清扫水喷嘴(注:手动慢慢启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打吐丝机扫旁通关(阀门度在6%左右)。在吐丝机扫旁通打的状态下,必须将水冷夹送辊下的气体干燥器旁通打,同时关闭干燥器的进气阀和阀,切断干燥器的使用(只要是螺纹钢必须如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,必须停机用钢丝绳对吐丝管进行氧化铁皮。
|