|
如此基准设置在的位置上。3准确的方式利用准确的方式进行具偏置数据测量。输入,部是系统在电动方式下,用基准进行工件外径切削。在此之后利用点动的方式将基准沿着Z轴退出,与此同时,测量北车表面外径大小,即为D1,并记录计算机屏幕显示的X轴坐标值。利用基准切削工件端面,在此之后使基准沿着X轴退出,同样记录北车表面外径大小L1和Z坐标值Z1。换用部件所需的,重复以上操作,在此之后屏幕上会显出该与基准的偏差值,即X、Z。
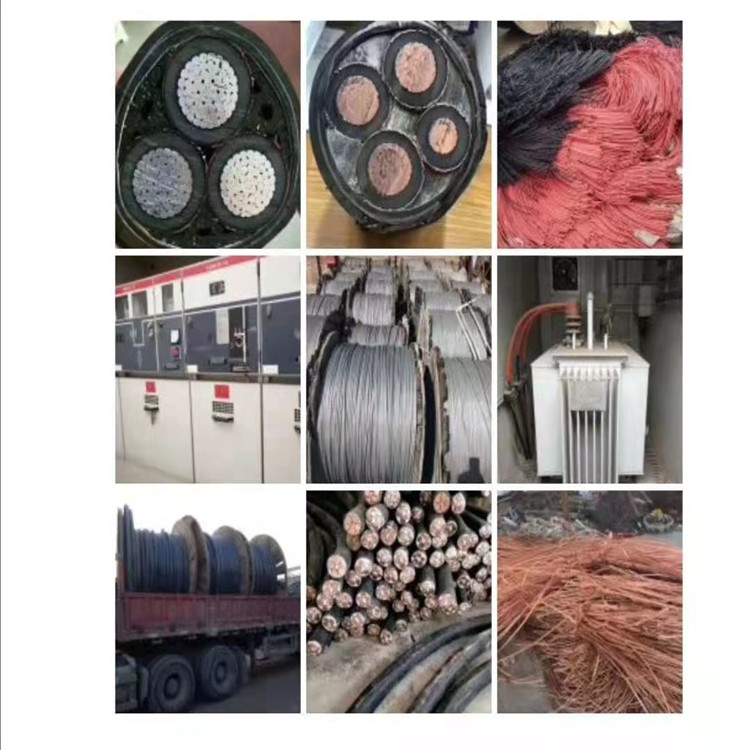
废旧电缆的分类
1.绝缘种类:V代表聚氯乙稀;X代表橡胶;Y代表聚乙;YJ代表交联聚乙;Z代表纸。
2.导体材料:L代表铝;T(省略)代表铜。
3.内护层:V代表聚氯乙稀护套;Y聚乙护套;L铝护套;Q铅护套;H橡胶护套;F氯丁橡胶护套。
4.特征:D不滴流;F分相;CY充油;P贫油干绝缘;P屏蔽;Z直流。
5.控制层:0无;2双钢带;3细钢丝;4粗钢丝。
6.外被层:0无;1纤维外被;2聚氯乙稀护套;3聚乙护套。
7.阻燃电缆在代号前加ZR;耐火电缆在代号前加NH。
废旧电线电缆分类: 1、常用的电附件:电缆终端接线盒、废旧电线电缆法连接管及接线端子、电缆中间接线盒、钢板接线槽、电缆桥架等。? 2、电缆桥架:一般工矿企业室内外架空敷设电力电缆、废旧电线电缆法控制电缆、亦可用于、广播电视等部门在室内外架设。? 3、按用途可分为:裸导线、绝缘电线、耐热电线、电力电缆、控制电缆、废旧电线电缆法屏蔽电线、通信电缆、射频电缆等。? 4、电缆中间接头:连接电缆与电缆的导体、绝缘屏蔽层和保护层,以使电缆线路连接的装置,废旧电线电缆法称为电缆中间接头。
,将屏幕上显示的偏离数据输入到偏置数据参数中,具将自动调整位置,使具在基准点位置上,如此可以有序的进行数控。2基准的方式利用基准的方式来进行具偏置数据测量及输入的具体步骤是:首先,同样是选定基准,将其沿X轴方向退出,此时将计算机屏幕上会显示Z轴的坐标值,将其记录下来。然后将车外圈一端沿Y轴退出的所显示的值记录下来。其次,将基准设置在Z轴坐标值和Y轴坐标值处,对系统中的XY坐标进行。
公司服务宗旨:以价优为基础,公平求生存,以信誉作保证的合作态度对待每一个客户;热情欢迎来电咨询洽谈,你的一个电话,本公司将派专员免费评估,使您足不出户,就能享受到我们的人性化服务!
经营范围:废旧物资,废旧设备,废旧金属,废铜,电缆,废旧锅炉,废旧电缆、废旧电机、废旧变压器
主厂房DCS的竞争往往在不同品牌的商或商之间展,竞争激烈,DCS的价格不断下调。而辅助车间控制系统的竞争往往在同一品牌PLC的各个工程商之间进行,门槛较低,竞争更加激烈,但是PLC的价格下调幅度却并不如DCS明显。主要原因是DCS的生产商直接参与竞争,在巨大的市场压力下,不断下调设备费用和工程实施费用。而PLC的生产商不直接参与竞争,各个工程商只能下调自身有限的工程费用,空间有限。从现在情况看来,DCS与 PLC的价格差距已不明显,辅助车间仍然较多地采用PLC,是市场的惯性使然。五类网线和六类网线的不同在于它们的内部结构和性能。。)超五类网线的内部结构只有4对双绞线的铜线。六类网线在里面结构上增加了十字骨架,主要是为了减少线对间的串扰,达到六类网线标准,大部分的六类网线都是有十字骨架的,少部分能达到六类标准的网线是一字骨架或者没有骨架。如何通过设备来区分是百兆还是千兆如下图,每个网口都有左右两个绿灯,左边亮表示100M速率,右边亮表示10M的速率,两个都亮表示连接的是1000M的设备。
|