|
在现代工业生产中电机扮演者举足轻重的作用,在日常设备巡检时我们会发现运行中的电机发出各种异音,而这种长时间“异音运行”状态严重威胁着电机的安全运转,为了及时发现并消除异常现象我们必须详细了解电机、装配工艺,准确识别出主要的噪声源。噪声来源一般电机噪声来源可分为机械噪声、电磁噪声、空气动力噪声等。1机械噪声电机定转子摩擦、动平衡破坏、轴承及轴承套磨损以及电机本体共振形成机械噪声。详细产生原因如下:轴承损坏或装配 ,电动机转动时用听音棒一头放在轴承端盖上,另一头用手指顶住放在耳垂处听轴承转动声音是否均匀、有无周期性的“咕隆、咕隆”声,如有异音说明轴承有问题,一般为轴承严重缺油、油中有杂质、产品质量不合格或轴承磨损造成。
其特点是机械设备构造简单,且操作技术成熟。其原理主要是利用机械剪将电线电缆破碎成颗粒状,再利用比重、磁力或静电分选方法,将破碎之非金属与金属予以分离。机械法系将废电线电缆以将其切成适当的长度,再以粉碎机将其粉碎至适当的粒径予以分离,流程如下:剪切单元:以铡式剪切机将废电线剪切成适当的长度,其长度随着电线电缆的直径而异。粗碎、细碎:利用式破碎机将电缆破碎至15mm左右。分离:分离单元首先可用筛网来确保粉碎颗径达到一定的范围。再用气动分选机可将金属粒、绝缘颗粒及中间产品(带有绝缘物的金属粒)予以分离,其中间产物可再送回二次粉碎机再行,若含铁质则需进行磁选;一般而言,此一分离可9~99.5%的金属。
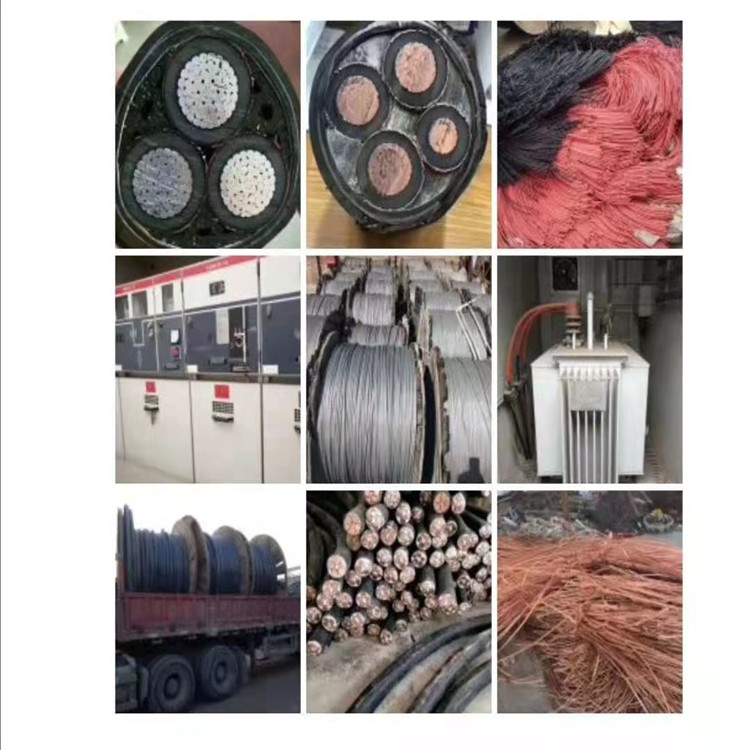
本公司长期面向山 高价各类废旧电缆、废旧电线、电力电缆、通信电缆、船用电缆、矿用电缆、高压电缆、铜电缆、库存电缆等电线电缆产品,欢迎有废旧电缆线的单位及个人洽谈事宜,我们将为您的电线电缆、拆除服务!
发电电缆四川广安光伏板交流发电机定子总成的连接方式3)电刷两个电刷分别装在电刷架的孔内,电刷架装在后端盖上,电刷借助簧压力与滑环保持接触。电刷架的结构1—电刷架;2—簧;3—接线端子;4—电刷按交流发电机电刷引线的搭铁接法不同,分为内搭铁型和外搭铁型。交流发电机的搭铁形式a)内搭铁交流发电机b)外搭铁交流发电机4)前后端盖前后端盖用铝合金制成,因为铝合金为非导磁材料,可减少漏磁并具有轻便、散热性能良好等优点。端盖包括驱动端盖、整流端盖以及在其上的轴承、轴承盖等零部件。三菱plc控制三菱变频器的方法:采用PLC的关量控制变频器(即采用PLC的关量输出端直接与变频器的关量输入端相连,PLC可通过程序控制变频器的启动、停止、正反转及高、中、低速多段速度运行)。采用PLC的模拟信号控制变频器。PLC采用RS-485的Modbus-RTU通信方法控制变频器。PLC采用现场总线方式控制变频器。PLC采用RS-485无协议通信方法控制变频器。其中采用RS-485无协议通信方法控制变频器得到了广泛应用。,用户给定的工作频率fmax=120Hz,频率精度为0.01%,则误差为: Hz通常,由数字量给定时的频率精度约比模拟量给定时的频率精度高一个数量级,前者通常能达到±0.01%(-10~+50℃),后者通常能达到±0.5%[(25±10)℃]。频率分辨率指输出频率的改变量,即每相邻两挡频率之间的差值。,当工作频率fx=25Hz时,如果变频器的频率分辨率为0.01Hz,则上一挡的频率为:fn′=(25+0.01)Hz=25.01Hz下 4.99Hz对于数字设定式的变频器,频率分辨率取决于微机系统的性能,在整个调频范围(如0.5~400Hz)内是一个常数(±0.01Hz)。当MM1M12任何一个接通时,PLC首先向变频器发出运行控制信号,D200~D209为发送数据的地址, 存变频器站号0,D20D204存指令代码(运行命令字FAH),D205存等待时间(0ms),D2 9存和校验码当M14接通时,PLC向变频器发送运 发送数据的地址,其中D200存通信请求代码05H 指令代码(写运行频率命令字EDH),D205存等待时间(0ms),D206~D209存发送数据(运行频率)、D210~D211存和校验码。
|