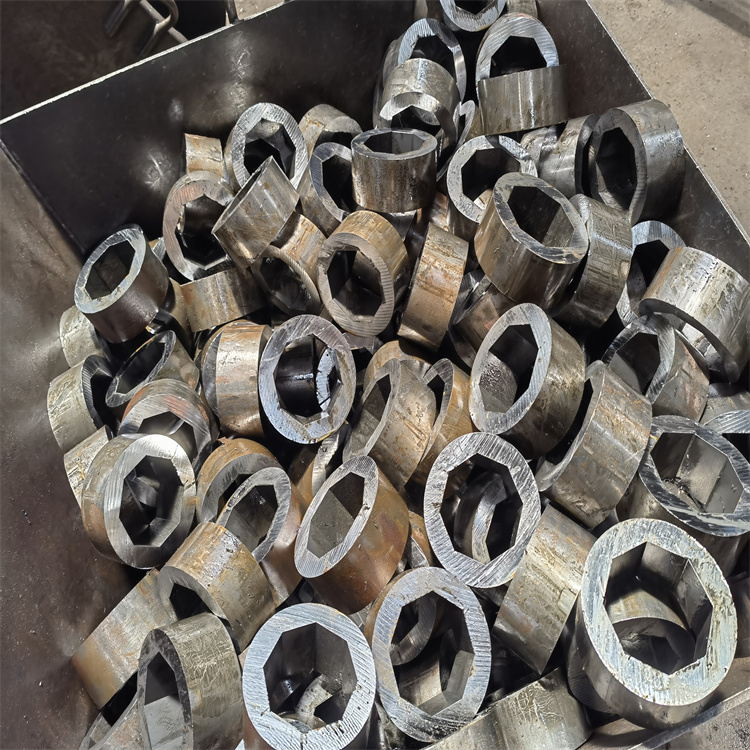
广西-厚壁凸型管 广西-大口径六角管//生产
异型钢管六种表面缺陷及预防措施:
1.折叠、异型钢管沿轧制方向局部长或连续近似裂纹的缺陷一般是线型的。这是由于半成品耳、轧制后严重划伤或轧制后,当边部和角部不能扩展时不能扩展的。 预防措施:合理控制半成品尺寸,在生产过程中应检查辊缝两侧是否有耳及过辊现象,并注意观察轧制件的运行状况。
2.疤痕:异型管的表面是舌状或指甲状疤痕,大小不均匀,厚度不均匀,形状不规则,疤痕下通常有氧化铁,隆起的疤痕也称为翘曲皮肤。造成这种情况的原因如下:钢坯有疤痕、厚皮、夹杂物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接疤痕差;轧制件在孔道中打滑;外部金属轧制到轧件表面;半成品被外部物品划伤等等。 防止措施:不合格的钢坯不得进入炉内;孔型采用划痕或焊接伤痕时,雕刻和焊接标志的形状和高度应光滑光滑;加强轧辊质量检查;合理的孔型设计;严禁低温黑头钢轧制;经常检查孔型磨损,及时倒置孔型,异型钢管运输设备及运行场所应整洁光滑。
3.坑.表面有局部周期性或不规则凹面缺陷,原因是轧制孔型有凸起或者附着在氧化铁皮上,异型钢管表面脱落,无根部疤痕,轧制脱落后用孔型代替异形金属制品。 预防措施:孔道冷却水清洁,水量充足,异型管坯质量合格,生产环境无杂物。
4.裂缝:钢坯或异型钢管表面有不同的深度和散乱的细纹,通常沿轧制方向排到不均匀,这是由于轧制后产生的皮下气泡,表面孔隙,非金属夹杂物,加热温度不均匀,钢材温度低或冷却不当造成的, 预防措施:炼钢要好钢水的冶炼和唾弃,降低出钢温度,采用保护浇注避免二次氧化,轧钢应合理控制炉温和冷却温度。
5.耳子:局部连续突出状态是由于辊缝两侧或轧制方向一侧过充造成的,形成的原因是:成品前孔轧制件较大;进口导轨偏松,轧制件不正确;轧辊轴向运动;加热不均匀或温度过低;成品孔型磨损产生台阶凸出。 预防措施:合理控制加热炉温度和半成品尺寸,严格调整导向装置,提高异性轧管机预压精度;正好定量倒孔型。
6.刮痕:异型钢管表面有局部或断续的槽痕,通常呈直线或弧形。原因:进口和出口导轨不当或轧制设备刮擦;轧制件产生不利凹槽。 预防措施:正确、、使用进出口指导设施;滚动设备和操作场所应整洁流畅。
厚壁凸型管大型烧结机的研发背景随着钢铁产业的快速发展,我国烧结机的技术装备水平得到了大幅度提升,烧结机大型化趋势明显。生产实践证明,烧结设备大型化具有产品质量高、能耗低、运行费用低、劳动生产率高、便于集中管理和实现高度自动化等优点,同时可减少污染源,有利于环境保护。首钢京唐钢铁厂是首钢实施搬迁结构调整,建设的具有21世纪世界 水平的钢铁企业。其汇集了钢铁流程中 的技术装备,创造了国内设备大型化的新记录。
山东德润管业有限公司是一家专业生产精密钢管和异型钢管的大型企业,坐落在美丽的“江北水城”--山东聊城,我公司专业生产经营各种规格材质的精密钢管、异型钢管、无缝钢管、热轧钢管、冷拔钢管、精轧钢管、结构钢管、流体钢管、精密光亮管、合金管等产品。为保证客户需求,公司设有库存碳钢、低合金、高压合金钢管。材质有:10#、0#、45#、20cr、40cr、15crmo、42crmo等,库存,材质多,规格齐全,完全可以达到客户一站式采购的需求。
大口径六角管FANUCOi数控系统里设定参数实现刚性攻丝1两种攻丝方式的比较以前的中心为了攻丝,一般都是根据所选用的丝锥和工艺要求,在程序中编入一个主轴转速和正/反转指令,然后再编人G84/G74固定循环,在固定循环中给出有关的数据,其中Z轴的进给速度是根据F=丝锥螺距×主轴转速得出,这样才能出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的,但是主轴的转动角度是不受控的,而且主轴的角度位置与Z轴的进给没有任何同步关系,仅仅依靠恒定的主轴转速与进给速度的配合是不够的。
广西-厚壁凸型管 广西-大口径六角管//生产
|