|
无锡征图钢业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
前轴承座内装有测速机构,主油泵,危急遮断装置,轴向位移传感器,径向及推力联合轴承。后轴承座与后汽缸一体,装有汽轮机后轴承和发电机前轴承。MW系列仅装有汽轮机后轴承。后轴承盖上装有汽轮机盘车装置。盘车装置由电动机驱动,通过蜗轮蜗杆副及齿轮减速达到所需要的盘车速度。当转子的转速高于盘车速度时,盘车装置能自动退出工作位置。在无电源的情况下,在盘车电动机的后轴伸装有手轮,可以进行手动盘车。水泥炉窑余热锅炉产生的低压蒸汽经电动隔离阀进入位于汽轮机前部的一个或者两个主汽调节联合汽阀,通过主蒸汽管路,由前汽缸下部进入前汽缸蒸汽室,经若干级作功后,与补汽混合,再经后几级压力级作功后排入凝汽器凝结成水,借助于凝结水泵打出,经汽封加热器及除氧器后,再重新进入余热锅炉。1汽缸的设计该系列汽轮机的汽缸,根据功率的不同,分为两种组合形式:汽缸前部(前汽缸)和排汽缸(后汽缸)两段组成;汽缸前部(前汽缸)、汽缸中部(中汽缸)和排汽缸(后汽缸)三段组成。各部分之间采用垂直中分面和螺栓联接。汽缸分为上下两半,前后分别装有汽封,以保证蒸汽不外泄漏。前汽缸在下半前端有支承猫爪与前轴承座联接,前汽缸前猫爪采用下猫爪中分面支承方式,消除了机组运行中汽缸中心抬高问题。前缸内铸有蒸汽室,蒸汽室为全周进汽,下部有两个进汽口与主蒸汽管道焊接联接到主汽调节联合汽阀。
当前钢价已经跌破前期低点,进一步下跌的动能较弱,因此短期内钢价或将低位盘整运行。冷轧市场本周稳中弱调为主,市场心态消极悲观,冷轧库存继续下滑,而南方进入梅雨季节,需求受到限制,加上钢厂市场积极性不减对市场发货增加,供需矛盾依然尖锐,预计短期内冷轧市场仍有下跌风险。冷轧市场窄幅偏弱运行。从市场表现来看,近期主导市场资源陆续都有到货,比如华南乐从市场现北方资源堆积较多,故商家积极向下调整报价,操作以出货为主。同时进入6月,受暑热、雷阵雨等天气影响,下游需求或将更弱于4、5月份,终端采购积极性不高,需求支撑力度更加削弱,方管商家对后市预期更偏悲观。但目前到货成本仍比较高,锅炉专用管短期补库和部分低价抄底影响,本周进口矿价格略有上调,但市场成交依旧清淡,加上巨大的港口库存,矿价涨势难持续,短期后震荡调整为主。国产矿市场继续下跌,由于外矿疲软,方管钢厂压价较明显,矿选企业因市价较低,出货并不积极,但市场接货者有限,总体成交还是很清冷,下跌趋势难改,预计短期内延续跌势。
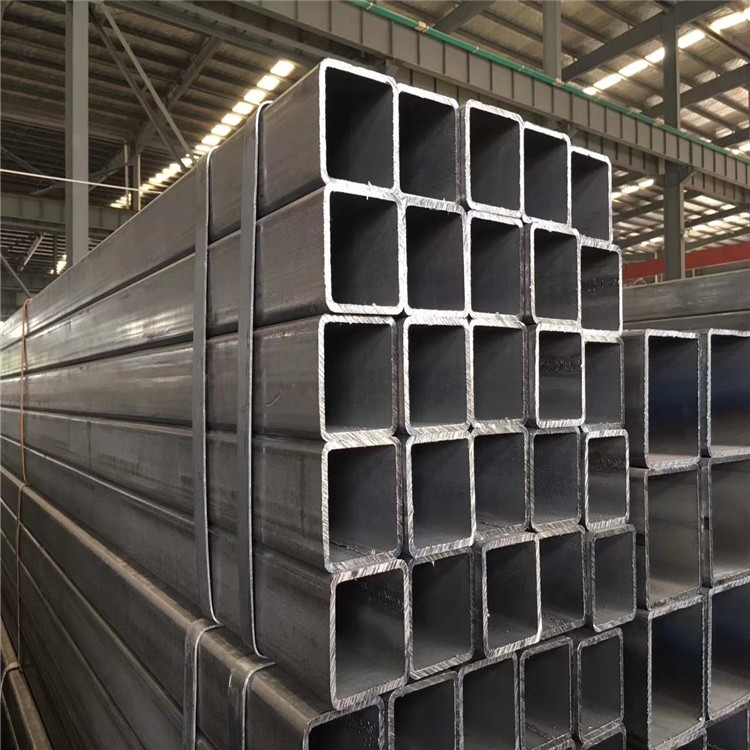
方管广泛用于机械、化工、汽车、纺机、建筑、集装箱和超市货架等行业。方管(方通)有无缝和焊缝之分。无缝方管是将无缝圆管挤压成型而成。1.方管(方通)的性能指数分析-塑性塑性是指金属材料在载荷作用下。产生塑性变形( 变形)而不破坏的能力。2.方管(方通)的性能指数分析-硬度硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法。它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面。根据被压入程度来测定其硬度值。
焊管因其材质和用途不同而分为如下若干品种: GB/T3091-1993(低压流体输送用镀锌焊管)。主要用于输送水、 、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊管)。主要用于输送水、 、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。 流体输送焊管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊管。其代表材质Q235A、B级钢。 GB/T14980-1994(低压流体输送用大直径电焊钢管)。主要用于输送水、污水、 、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q235A级钢。 GB/T12770-1991(机械结构用焊管)。主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构 1(流体输送用焊管)。主要用于输送低压腐蚀性介质 i14Mo2等
热轧板带主要采用炉卷轧机、行星轧机、热连轧机等。冷轧板带主要采用4辊冷轧机、多辊冷轧机(如ZR2森吉米尔轧机)、冷连轧机等。棒、线材轧制一般选用无扭连轧机,连续退火、酸洗等。表2AOD与VOD精炼不锈钢的优劣性比较项目AODVOD钢水条件[C].5%~3.8%,[Si]≈.5%[C].3%~.5%,[Si]≈.3%炉料条件入炉合金所含的S、N均无要求,廉价的铬铁、镍铁、氧化镍、锰铁和各种受污染的废钢均可使用炉料条件有要求,低碳铬铁、镍板、金属锰等成分控制操作控制方便,可由智能系统自动设定和 操作自动控制较为困难温度控制用气比例、速率及加冷却剂和发热剂控制,可由智能电子系统设定真空下控制较为困难脱碳可获得超低碳(L级)和特低碳(ELC级)只有在炼特低碳(ELC级)和特低氮级钢种时才有经济性脱硫脱硫能力好,[S]<.5%~1%[S]≈.1%脱气脱气能力好,但出钢时吸气,[H]<2×1-6,[N]<3×1-6,[O]<(3~8)×1-6脱气能力好,出钢时不吸气,[H]<1×1-6,[N]<(1~15)×1-6,[O]<(3~8)×1-6脱碳时间2~35min45~65min冶炼时间65min9min总金属率约97.5%约91%操作费用耗用1~16m3/t的氩气,1kg/t的还原硅真空下相当于AOD1/1以下的氩气,但耗用225kg/t的高压蒸汽;较低的还原硅消耗;较高的耐材消耗熔化废钢1%~25%无适应性除不锈钢精炼外,也可用于低合金钢、工具钢、硅钢和其他各种高合金的冶炼,特别适用配合连铸机生产不锈钢精炼及其他钢的真空脱气,与连铸机配合生产较困难可靠性易维护,在线率高真空系统维护困难,在线率低设备费为VOD的2/3较昂贵用转炉和RHOB精炼炉联合即LD-RHOB法,精炼不锈钢工艺分5步(见图7):用KR脱硫、转炉熔炼、出钢和排渣、钢水重回转炉熔炼、真空氧脱碳脱氧。
这是随着金属学规律愈来愈的研究,测试传感技术和仪器的长足进步以及电子计算机普及应用的必然结果,我国在这方面取得的进步主要表现在以下方面。工艺过程的自动化作业采用顺控器或微机按热工艺的要求实现装料、加热、冷却、清洗、回火,卸料等工序的自动化生产过程已在部分汽车、拖拉机、轴承、紧固件等大批量生产的企业投入使用。汽车工业的大型连续式渗碳、淬火、回火生产线和密封多用炉生产线大都采用微机控制的自动化作业。
|