|
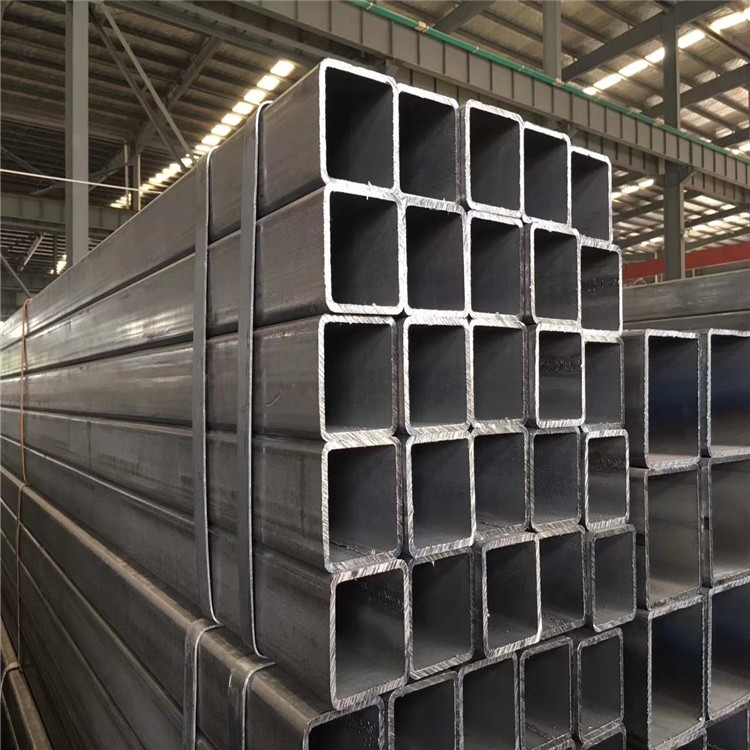
50*200*8方管 庆阳T700方矩管 农业建设
两者比较,强磁选尾矿档次低,可直接作为合格尾矿扔掉,而螺旋溜槽尾矿档次相对稍高。两种抛尾设备量大、运转牢靠。4选用强磁选抛尾—摇床选别流程可得到产率13.28%、档次39.98%、收回率64.74%的铬精矿,精矿中SiO2含量4.7%。螺旋溜槽抛尾—摇床选别流程可取得精矿档次39.%、产率12.5%、铬收回率6.28%的目标,精矿中SiO2含量为4.15%。前者选别目标相对较好。因为铬是用处 多的金属,并且在“战略金属”中列位。
无锡征图钢业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
利用砂轮仅能进行直线切割,但这对绝大多数用途来说已经足够了。砂轮通常用来切割管材。厂也用砂轮磨不通长的槽。现场修理通常采用手操作砂轮机。使用手操作砂轮机工作时产生大量的粉尘和"钢屑,所以需要除尘或保护装置。生产厂内所用的砂轮机一般安有冷却系统,这样,既可以减少粉尘,又可以防止对材料造成热损伤。激光切割该技术采用激光束照射到钢板表面时释放的能量来使不锈钢熔化并蒸发。激光源一般用二氧化碳激光束,工作功率为5~25瓦。
4、高压方管主要用来高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。国内方管市场报价南北方地区表现不一。南方以平为主。而北方普跌。但行情不佳、库存高位、下游需求低迷、方管厂采购乏力仍是当前 方管市场的主基调。北方地区因受唐山跌价影响。其周边地区如山东、山西、天津等地纷纷跟跌。而南方地区则停产检修。虽报价企稳。但成交寥寥。市场报 。跌10元。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
所的矿石系一分化的粘土伟晶岩,它由风化的石英、云母、长石与很多的电气石组成。原矿含锡石25克/米3,钽铁矿6克/米3,选矿流程由主粘土厂、粗选厂和粗选厂三个部分组成。主粘土厂选用跳汰流程,矿石通过孔径1×225毫米滚筒筛,筛上物料用捣矿锤破碎至-3毫米,筛下物料给入孔径1毫米滚筒筛,小于1毫米部分送给主跳汰机的给矿仓,用泵抽给φ45毫米旋流器,旋流器底流用跳汰机。
根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或专用出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动启1段个别冷却水或清扫水喷嘴(注:手动慢慢启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打吐丝机扫旁通关(阀门度在6%左右)。在吐丝机扫旁通打的状态下,必须将水冷夹送辊下的气体干燥器旁通打,同时关闭干燥器的进气阀和阀,切断干燥器的使用(只要是螺纹钢必须如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,必须停机用钢丝绳对吐丝管进行氧化铁皮。
|