|
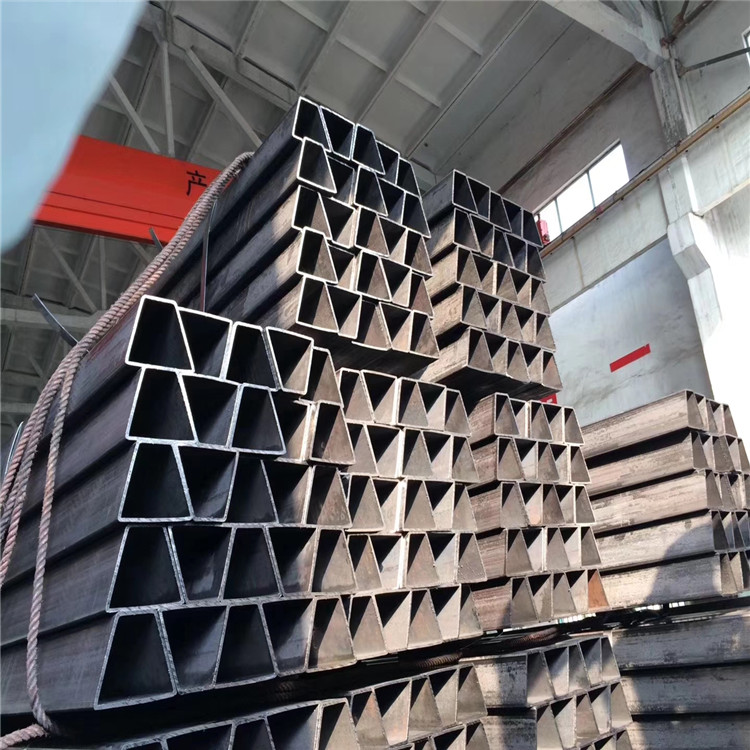
方管。顾名思义。它是种方形体的管型。很多种材质的物质都可以形成方管体。它介质于。干什么用。用在什么地方。大多数方管以钢管为多数。多为结构方管。装饰方管。建筑方管等.方管(方通)。是方形管材的一种称呼。也就是边长相等的的钢管。是带钢经过工艺卷制而成。一般是把带钢经过拆包。平整。卷曲。焊接形成圆管。再由圆管轧制成方形管然后剪切成需要长度。一般是50根每包。方管(方通)又叫矩形管。算法是(a+a)*2/3.14或者是(a+b)*2/3.14重量有两种说法。一是化成圆管。然后再算。二就是:边长-壁厚*壁厚*0.015896。这是每米的重量。总数*几米定尺就是每支的重量了。
世界各国在有关压力容器的技术规范中,密封计算都归属于法兰设计或法兰螺栓连接部分,而且都以法兰、螺栓的受力分析和计算为主要内容。这里不重复有关法兰的计算,重点介绍垫片计算与密封性能的校核。华特斯计算法目前,我国的《钢制石油化工压力容器设计规定》与英国、日本有关压力容器规范一样,基本是沿用美国《ASME》规范,法兰和密封的设计采用华斯特法。这种方法在密封性能的计算方面强调螺栓的强度,华斯特认为:在各种情况下,只要螺栓强度足够,作用在垫片上的螺栓力不小于设计值,即能保证垫片和密封面的紧密连接。在操作情况下所需的螺栓载荷Fm1(N)和在预紧螺栓时所需的螺栓载荷Fm2(N)2.垫片计算密封宽度垫片计算密封宽度b可如下确定:当bo≤.64m时,b=bo,从表3-5可见,垫片的有效密封宽度bo不等于垫片与压紧面的实际接触宽度N。此因垫圈置于螺栓孔内侧时,螺栓力使法兰产生一定程度的偏转。内压建立后,介质压力产生的轴向力加剧偏转。压紧力并不是均匀分布在整个接触面上,二是外缘紧、内缘松,介质可能渗透到垫圈的某一宽度,而且垫片宽度愈大,这种现象愈严重,所以计算宽度b≤bo,DG的计算方法也随bo变化。螺栓总截面积的计算西德DIN255法西德标准DIN255“法兰连接计算”中,垫片计算部分与我国现行规范有所不同,其步骤分为下列几个:计算结束后,还需作受力图。将升压升温过程中法兰、螺栓、垫片变形量算出并反映在一张图上,以便了解在操作情况下,是否因过度松弛,需要在预紧时采用更高的螺栓力或另选垫片。系数法国内有关单位在探讨垫片密封性能设计方法时曾作过大量工作。现将该计算方法作一简介。对三种计算方法的讨论《ASME规范》作为美国的 标准,在世界上影响很大。
无锡征图钢业有限公司主要经营方管,前身无锡方管厂始建于2002年,是一家生产及销的公司,现有高频焊管机组12台设备。我公司主要生产q235方管/q345b材质方管及圆管,方管 00的矩形管,公司拥有 的高频焊接生产线,新上热轧设备,产品持有ce认证,fpc认证,符合欧洲标准,销团定,以好的产品和真诚的服务,-限度满足用户需要。
随着我国经济的持续发展。大力发展能源行业。长输油气管线是能源保障的重要方式。在输油(气)管线防腐施工过程中。矩形管表面是决定管线防腐使用寿命的关键因素之一。它是防腐层与矩形管能否牢固结合的前提。经研究机构验证。防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外。矩形管的表面对防腐层寿命的影响约占50%。因此。应严格按照防腐层规范对矩形管表面的要求。不断探索和总结。不断矩形管表面方法。
无锡征图钢业有限公司立足诚信为本,依托雄厚实力,科学管理, 的营销理念和良好好的服务,合理的价格,大力推进不锈钢的剪切、、配送渠道。完全以客户为中心,以服务为钢材商和用户创一条畅通、快捷、安全、完善的销通道……
焊接通及防止措施:缺陷防止措施偏心将钢筋矫直,钢筋安放正直,顶压用力适当,及时修夹具。弯折将钢筋矫直,钢筋安放正直,适当延长夹具松时间。咬边将钢筋矫直,适当缩短焊接时间,及时停机,适当加大顶压量。未熔合提高钢筋下送速度,延迟断电时间,检查夹具,适当增加焊接电流。焊包不均钢筋端部不平,钢筋位置正中,风大时,增加一人扶正。焊包下流塞好石棉布气孔焊剂不得潮湿,除锈。质量及安全措施:电源电缆和控制电缆联接要正确。
人工混合矿浮选别离实验在单矿藏浮选实验的基础上,研讨了菱铁矿与赤铁矿人工混合矿的浮选别离特性。实验中将赤铁矿和菱铁矿按1∶1的份额混合,每次取2g混合矿样进行浮选。不同别离计划的比照实验单矿藏浮选实验成果标明,以下3种状况有利于菱铁矿与赤铁矿的别离,因而,以这3种状况作为人工混合矿浮选别离的实验计划进行比照:计划1—以TS为捕收剂、淀粉为按捺剂,在弱酸性至中性介质中按捺赤铁矿、浮游菱铁矿;计划2-以TS为捕收剂、水玻璃为按捺剂,在中性至强碱性介质中按捺赤铁矿、浮游菱铁矿;计划3-以TS为捕收剂、改性水玻璃为按捺剂,在强碱性介质中按捺赤铁矿、浮游菱铁矿。
目前使用YST13通用钢焊条堆焊的阀芯密封面效果就比较好。二是检修质量差,阀芯阀座研磨的达不到质量标准要求,消除这种故障的方法是根据损伤程度采用研磨或车削后研磨的方法修复密封面。造成安全阀漏泄的另一个原因是由于装配不当或有关零件尺寸不合适。在装配过程中阀芯阀座未完全对正或结合面有透光现象,或者是阀芯阀座密封面过宽不利于密封。消除方法是检查阀芯周围配合间隙的大小及均匀性,保证阀芯孔与密封面同正度,检查各部间隙不允许抬起阀芯;根据图纸要求适当减小密封面的宽度实现有效密封。1.2合金钢铸钢阀体的坡口面。1.3阀门承压部位上的角焊缝。1.4壳体等零件补焊后需磁粉或渗透检测的部位。1.5公称压力PN≥1MPa或工作温度t≥45C的汽用阀门的堆焊密封面。每批阀门中的抽样检测数量为:a)DN≥5mm者,为该批阀门总数的1%。b)DN<5mm者,不少于该批阀门的5%,但不少于一只。在次抽样检测中有一个不合格时,应取双倍进行第二次抽样检测;如果第二次抽样检测中仍有不合格时,应对每个产品逐个进行检测。2检测时机、方法与验收标准7.4.2.1需机械的部位,磁粉或渗透检测应在 终机械后进行 88的有关规定。渗透检测方法应符合GB/T9443—1988的有关规定。2.3需磁粉或渗透检测的部位和阀门的密封面处按本标准7.4.2.2规定的对应标准进行评定验收,均以三级为合格。5装配和性能检验7.5.1阀门的所有零件在装配前应经质量检验部门检查,不合格的零件不得进行装配。
|