|
无锡征图钢业有限公司
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
Ⅱ以电平或脉冲形式驱动变频器、装置、电子线路等。建议与动力线保持适当距里,至少3cm。在系统设计时考虑尽量远离可能相互产生影响的装备。注意事项-----PLC输出所接外部负载(接触器、电磁阀)等感性元件,应按交直流性质加接阻容吸收电路或续流二极管。虽三菱PLC推广至今并未因忽略此项工作而引起干扰,但会使其内部的输出元件缩短寿命,并且很容易影响外部的电子设备,效果明显。拟型输入:以电压或电流形式接入PLC,一般从各类检测或控制设备(传感器、仪器仪表等)中输出,如它们由于线路过长、使用不当或本身质量等问题则易受干扰进而仿碍系统的运作。
多地已是多年以来难遇的旱情,以及破纪录的持续高温日数,让人直呼每日犹如身陷火海。如此高温天气,一些下游企业,比如户外建设工程等,受到了较大的影响,据了解,户外工程基本都是早上5点多钟始,并于早上10点前结束,随后到下午16时左右再工,如此一来,工程进度的放缓,导致终端对建筑钢材需求进一步萎缩,方管市场的成交出现了下滑。而据天气预报预计,未来十天,多地高温天气仍将延续,且局部地区将突破地区高温纪录,如此可见,八月的到来仍将处在高温炙烤中,这对钢市来讲,仍将是钢市需求淡季,需求疲软形势依旧。加上七月份多地区钢价已经上涨到了一定的位置,在需求难以突破的情况下,淡季钢市继续演绎不淡行情压力骤增。钢贸行业是个资金密集型行业,对融资的需求比较大。它是个“流通”行业。我常说,流通流通,流则通,不流则不通,我们需要快速地周转资金和货物。我们向钢厂进货一般是预制度,钢厂先拿钱再给我们货物;我们在拿到货物之后,需要迅速出给下游,资金后再向钢厂。同时,还需要保持一定的库存。鲁中德诚物资现在大约保持一个月的库存量,这些都需要巨额资金。
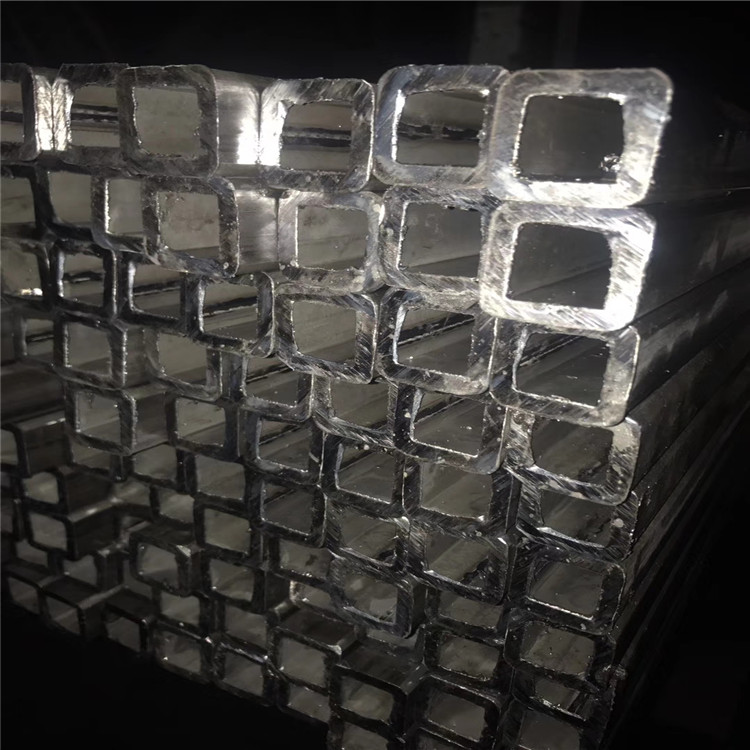
方管是建筑工作中不可缺少的一部分这些大家都是非常了解的。因此方管的质量好坏将直接影响着建筑行业的发展。如果才能让方管的使用寿命更长呢。这里我们还需要向方管生产厂家的专业人员来请示。采用巧妙的方法达到方管寿命的延长。让方管带给我们生活更大的帮助。首先种方法就是对方管进行除锈。在给方管除锈时主要采用钢丝刷对它的表面进行打磨。这种方法可以有效的去除方管表面松动或翘起的铁锈。第二种方法就是对方管的表面进行清洗。在对方管进行清洗时要用溶剂或乳剂对表面进行清洗。用来达到除油和除灰尘的作用。这种方法只适合于去除方管表面的油脂和灰尘对锈和氧化皮是无法去除的。因此在防腐生产中这种方法只能作为辅助手段。
焊管因其材质和用途不同而分为如下若干品种:&nb 低压流体输送用镀锌焊管)。主要用于输送水、 、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235 (低压流体输送用镀锌焊管)。主要用于输送水、 、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊管。其代表材质Q235A、 4(低压流体输送用大直径电焊钢管)。主要用于输送水、污水、 、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q235A级 机械结构用焊管)。主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表 、1Cr18Ni9、0Cr18Ni11Nb等。& 送用焊管)。主要用于输送 2等
采用智能燃烧控制系统高炉热风炉智能控制燃烧系统技术是改造现有高炉热风炉的烧炉方式,采用外加一套智能控制燃烧系统来实现烧炉过程的自动化,从而达到改变目前粗放的燃烧方式,提高风温、节约 以及自动烧炉的目的。1智能控制燃烧系统技术特点实现分阶段自动调节热风炉燃烧的空燃比,使热风炉燃烧的 流量和空气流量均尽量处于配比状态,整个燃烧过程自动完成。能够根据外网 压力波动自动转换控制方案。
FANUCOi数控系统里设定参数实现刚性攻丝1两种攻丝方式的比较以前的中心为了攻丝,一般都是根据所选用的丝锥和工艺要求,在程序中编入一个主轴转速和正/反转指令,然后再编人G84/G74固定循环,在固定循环中给出有关的数据,其中Z轴的进给速度是根据F=丝锥螺距×主轴转速得出,这样才能出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的,但是主轴的转动角度是不受控的,而且主轴的角度位置与Z轴的进给没有任何同步关系,仅仅依靠恒定的主轴转速与进给速度的配合是不够的。
|