|
在各种异型钢管订制品类当中,随着产品的不断变化,不锈钢异形件常常使用激光切割来。激光切割的速度快,切口平整光滑,无任何剪切毛,的精度高,重复性也好,不会损伤材料表面,由数控编程,可对大型面积整板切割,经济又省时。
1.异型钢管激光切割是用不可见的光束代替了传统的机械,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,成本低等特点,将逐渐或取代于传统的金属切割工艺设备,激光切割是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将溶化或气化金属走。随着光束与工件相对位置的,使材料切成切缝,从打达到切割的目的。
2.异型钢管激光氧气切割原料是用激光作为预热热源,用氧气等活性气体作为切割气体。喷出的气体一反面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能力只是溶化切割的1/2,而切割速度远远大于激光汽化切割和溶化切割,激光氧气切割主要用于碳钢、钛钢以及热钢等易氧化的金属材料。
3.异型钢管的激光切割是由激光器所发出的水平激光束经45°全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至气化温度,蒸发形成孔洞,随着光束对材料的,并配合辅助气体(有二氧化碳气体,氧气,氮气等)走溶化的废渣,使孔洞连续形成宽度很窄(如0.1mm左右)切缝,完成对材料的切割。
4.异型钢管用氧气切割时会得到较好的结果,当用氧气作为气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为气体进行高压切割。这种情况下,切割边缘不会被氧化。厚度在10mm以上的板材,对激光器使用特殊极板并且在中给工件表面涂油可以得到较好的效果。
5.异型钢管在可以接受切割端面氧化的情况下可使用氧气;使用氮气以得到无氧化毛的边缘,就不需要再作了。
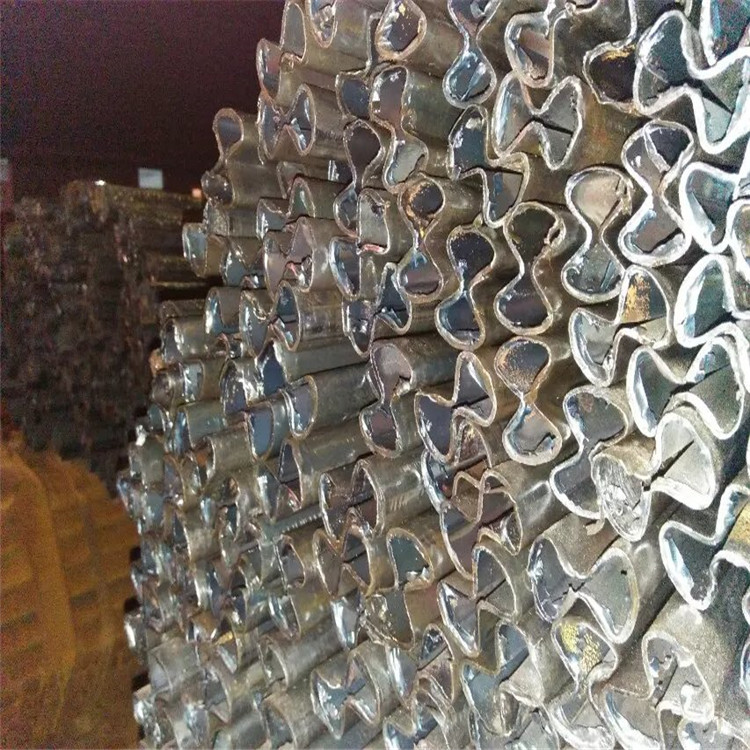
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。
异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2. 3、325等规格异型管一般多是指方矩型钢管。
异型管按照断面特征,可分为等壁异型管、异壁异型管和变截面管三大类。
等壁异型管
等壁异型管是具有相同壁厚和不同横断面形状的异型管。它根据断面形状的不同又可分为图1所示等壁异型管和带折筋等壁异型管两类。这类异型管大多数用冷拔法或焊接管连轧成形法制成。
异型钢管,矩形管,方管尖角的概念,矩形管、方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来生产。生产主要靠平辊轧制整形,由于平辊是两辊式来生产。生产主要靠平辊轧制整形,由于平辊是两棍式结构形式,存在方矩形管四个角的辊缝不等和角部受力状态不一致的问题,造成方矩形四个角不尖不等,R=1.2t,矩形管尺寸为外圆角半径,f为壁厚。
虽然符合有关企业标准,但不能满足用户对产品的高质量的要求。新型设计采用了土耳其头四辊轧制整形,由于土耳其头上状的四辊结构相同,四个角的辊缝相等,角部受力状态一致,当轧制力足够大时,角部产生塑形变形使金属填充角部,管的外表形成了平面与弧形之间的交线--即尖角。
尖角异型钢管,矩形管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角形成机理与普通方矩管靠弯曲成角是不同的,它靠的是轧辊的轧制力,通过弧形拱产生挤压力F,使钢带角部产生塑形变形从而使异型钢管,矩形管,方管填充角部而成。弧形拱对角填充的压力土耳其其头四辊在一定的弧面作用于钢带的同一横截面,满足式的条件,即可通过轧辊压力使角部金属产生塑形变形,形成尖角。 椭圆异型钢管冷拔异型钢管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型钢管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个断面呈圆弧状。
贺州大口径八字管EBCHM有如下优点:较好地消除高、低密度夹杂,可获得组织均匀的铸锭;可 利用返回料,而生产Ti-6Al-4V合金的VAR只能利用30%以下的返回料;可一次熔炼成锭;可生产扁锭,减少后续量。研究人员采用EBCHM代替传统的VAR,通过大量添加返回料,单次熔炼生产T钛合金扁锭。扁锭表面、包覆后直接坯轧制,8mm厚T钛合金板材。同时,将VAR和EBCHM铸锭板材的成本进行了对比。
|