|
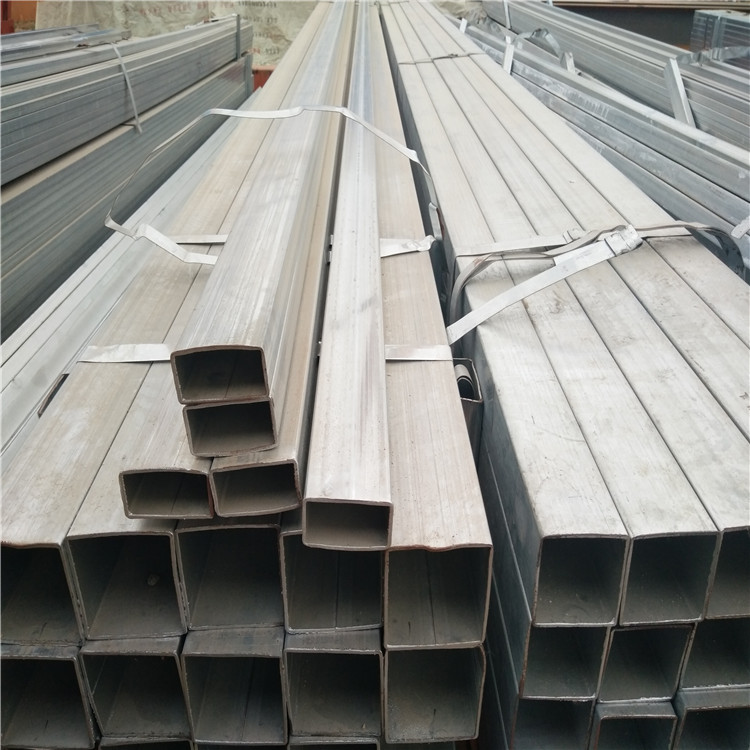
丽江16mn黑腿方管厂家 200x200x9.75方管价格
调节机构的主要工作原理,是靠改变阀门阀瓣与阀瓣与阀座间的流通面积,达到调节上述参数的目的。属于这类阀门的统称为控制阀,其中分为依靠介质本身动力驱动的称为自驱式控制阀如减压阀、稳压阀等,凡上来动力驱动的(如电力、压缩空气和液动力)称为他驱式控制阀,如电动调节阀、气动调节阀和液动调节阀等。按阀门驱动性质选用阀门1.电力驱动的阀门电力驱动阀门是常用的驱动方式的阀门,通常称这种驱动装置形式的驱动装置为阀门电动装置,阀门电动装置的特点如下:1)启闭迅速,可以大大缩短启闭阀门所需的时间;可以大大减轻操作人员的劳动强度,特别适用于高压、大口径阀门;适用于在不能手动操作或难于接近的位置,易于实现远距离操纵,而且高度以不受限制;有利于整个系统的自动化;电源比气源和液源容易获得,其电线的敷设和维护也比压缩空气和液压管线简单得多。
钢管的质量要求钢管表面质量:表面光洁要求a.危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。S355J2属欧洲标准热轧结构钢产品,同系列其他材质如S355JO等。 C:≤0.22;Si: 标低合金高强度板。
丽江16 格在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面输送和予弯边。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
钢牌号须由以下几部分构成:—本标准号(EN10025-2);—钢名或钢号:钢名由以下几部分构成:—符号字母S(结构钢)或者E(工程钢);—有关厚度≤16mm的以MPa为单位时,其屈服强度的描述;—可行时,标记冲击功的质量组成名称;—可行时,标记用于特殊用途的字母;—如产品按“+N或+AR”状态交货时,则须标记“+N或+AR”。
目前初轧厂的产品有初轧板坯、轧制方坯、氧气瓶用钢坯、齿轮用圆管坯、铁路车辆用车轴坯及塑模用钢等。初轧板坯主要热轧厂作为原料;轧制方坯除部份外供,主要送往高速线材轧机作原料。由于连铸板坯的 性,初轧板坯的需求量大为削减,因此转向上述其它产品了。热连轧用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。
本品无腐蚀,不燃、不爆、便于使用,运输和储存。#(号)钢和4Cr钢调质的热工艺调质是淬火加高温回火的双重热,其目的是使工件具有良好的综合机械性能。调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在.3~.5%。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
丽江16 格
|