|
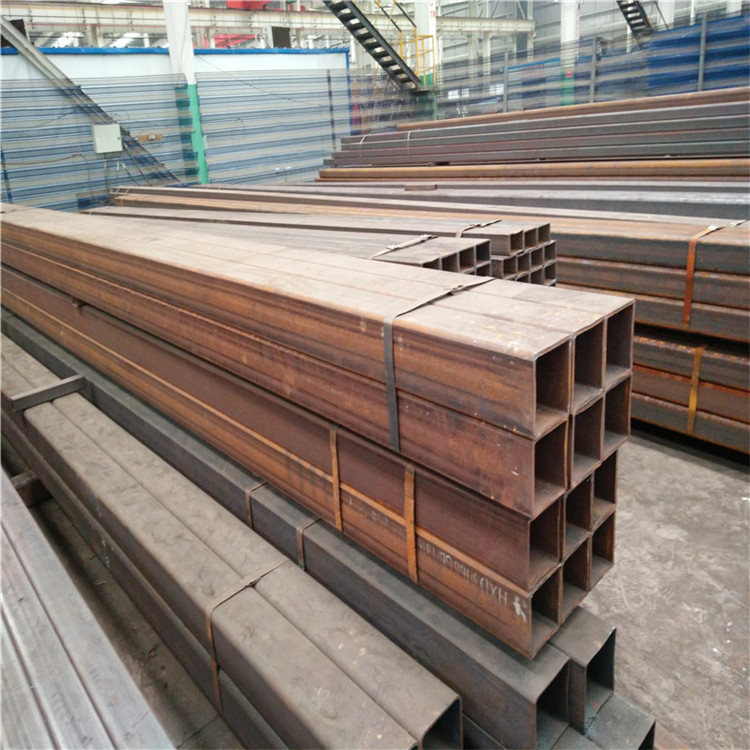
20号厚壁方管
焊前准备:4mm一下的厚度不用破口,直接焊接,单面一次焊透。m厚度对接焊缝可采用不破口接头双面焊。m以上,一般V或U,X形坡口。其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。焊接方法点焊:点焊时焊条直径一般采用较细的,点焊缝的长度和间距要根据板厚来确定,点焊高度不超过焊件厚度的三分之二;另外,焊前应将坡口及其两侧2-3mm内的焊件表面干净,装配点焊时尽量注意不损伤不锈钢表面,以免降低产品的耐腐蚀性。
山东鑫悦达方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:Q235方管厂,Q345B方管厂,矩形方管厂,大口径方管厂,方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的专用垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存10000多吨。
以“客户的成功,才是我们的成功”的经营准则为广大客户质的服务。方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。其中焊接方管又分为1、按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管2、按焊缝分——直缝焊方管、螺旋焊方管。板坯由炼钢连铸车间的连铸机出坯辊道直接送到热轧车间板坯库,直接热装的钢坯送至加热炉的装炉辊道装炉加热,不能直接热装的钢坯由吊车吊入保温坑,保温后由吊车吊运至上料台架,然后经加热炉装炉辊道装炉加热,并留有直接轧制的可能。连铸板坯由连铸车间通过板坯上料辊道或板坯卸料辊道运入板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收。材质分类 方管按材质分: 普位置尺寸符合设计要求,空调系统干管完毕,接往风机盘管的支管予留管口位置标高符合要求。工艺流程a.风机盘管在前应检查每台电机壳体及表面器有无损伤、锈蚀等缺陷。风机盘管,每台都应进行通电试验检查,机械部分不得摩擦,电气部分不得漏电。风机盘管应逐台进行水压试验,试验强度应为工作压力的1.5倍,定压后观察2-3分钟不渗不漏。卧式吊装风机盘管吊架平整牢固、位置正确、吊杆不应自由摆动,吊杆与托盘相连应用双螺母紧固找平正。碳钢方管、低合金方管。
生产标准分类方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。断面形状分类方管按断面形状分类:1、简单断面方管:方形方管、矩形方管。2、复杂断面方管:花形方管、口形方管、波纹形方管、异型方管。
如真空循环脱气法(RDH),钢包真空氩法(Gazid),钢包喷粉法(IJ、TN、SL)等均属此类。9)钢包精炼:钢包精炼型炉外精炼的简称。其特点是比钢包的精炼时间长(约60~180分钟),具有多种精炼功能,有补偿钢水温度降低的加热装置,适于各类高合金钢和特殊性能钢种(如超纯钢种)的精炼。真空氧脱碳法(VOD)、真空电弧加热脱气法(VAD)、钢包精炼法(ASEA-SKF)、封闭式氩成分微调法(CAS)等,均属此类;与此类似的还有氩氧脱碳法(AOD)。
20号厚壁方管
|