◆ 产品说明:
| 产品规格 |
齐全 |
产品数量 |
9999 |
包装说明 |
|
价格说明 |
电议 |
◆ 详情:

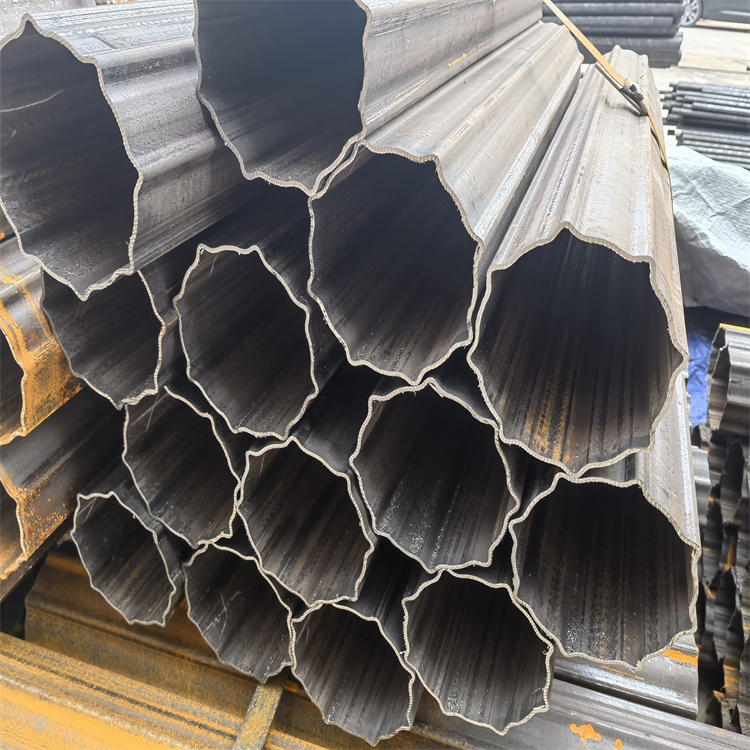
北京-内外八
角钢管 北京-68*78镀锌T型管|厂家生产
异型
钢管生产原理:
依照要求对异型钢管展
电焊焊接正中间查验的焊接,无损检测技术应在外形查验达标后展,方射线拍照及超声波检测应在表层无损检测技术后展,经检测的焊接在鉴定达标后才可再次展电焊焊接。精密异型钢管的管路上被补强圈或橡胶支座垫块遮盖的对接焊缝,应展 射线检测,达标后材可再遮盖。 异型钢管焊接外形基础规定:精密异型钢管无损检测技术前,焊接外形查验应符合规定。对精密异型钢管焊接外形和对接焊缝工艺性能的一般规定如下:
1.不允许有裂纹,未焊接、孔、焊瘤、溅出存有;
2.精密异型钢管设计方案的温度小于-29度的管路,
不锈钢板和淬硬趋向很大的精密异型钢管表层,不可有错口状况。别的材料管路焊接错口深层应超过0.5mm,持续错口长短应不超过100毫米,且焊接两边错口全长不超该焊接总长的10%。
3.精密异型钢管的焊接表层不可小于管路表面,焊接错边量,且不超过3mm,为对接缝校核后焊缝的很大总款。复验结果不过关(包含初验结果显微镜结构不过关,不允许复验的新项目)的精密异型钢管,供即可逐根递交工程验收,或再次展热工艺(再次热工艺频次不超出二次),以新的一批明确提出工程验收。 4.对接焊缝错边应不超博后的10%,且不超2mm。 异型钢管的平时原理主要是根据纱布上的小
石子造成工作压力,在转速比之中展的表层研磨,根据纱布的左右挪动对产品工件的左右表层往返切削,到一定实际效果,自然在研磨全过程时要持续的加润滑脂,展制冷,以防危害产品工件表层生产品质。那样的产品仅仅初的产品工件,要想紧密度的商品还需展深度解决。
在冷拔异型钢管生产的掉下来转筱环节,这类均匀珩磨钢始时因为孔边不光滑,磨石与孔边不光滑,磨石与孔边触碰总面积不大,接触压力大,孔边的凸起一部分迅速被磨掉。而磨石表层因接触压力大,再加切削对磨石粘接剂的磨损也不大。因而,磨石磨砂颗粒掉下来非常少,这时切削并不是靠新磨砂颗粒,只是由磨砂颗粒端钻削。因此磨砂颗粒端负载非常大,磨砂颗粒易裂、崩碎而产生新的钻削刃。再次珩磨时磨石和孔表层的触碰总面积越来越大,细的切削沉积于磨石与孔边中间不容易排出去,导致磨石阻塞,越来越光洁。因而磨石钻削工作能力低,等同于打磨抛光,若再次珩磨,磨石阻塞比较严重而造成粘结力阻塞时,磨石丧失钻削工作能力并比较严重发烫,其孔的精密度和粗糙度均会遭受危害。这时应尽早完成珩磨。一般情况下,它的表层会出现一点一点的小圆孔,这种小圆孔主要因为原材料在生产过程中热轧造成的,零件的外表温度一高,会使零件造成孔,进而在零件表层留有许多的黑点。
内外八角钢管侧浇口
模具这类模具生产的制品常出现的问题是模腔排气不畅、熔接痕明显、浇口处制品发红、熔接强度差等。为解决这类问题,注射时直浇口部分采取高速注射,侧浇口部分采取低速注射,当注料量填充到制品主体时又采取高速注射,接近充满型腔时则采取低速注射。产实例3.1
三通为解决浇口附近制品表面粗糙问题,此模具在时将浇口置于制品正面,因而采用种方法。如采用传统的二级注射成型工艺生产,则会造成制品粘模、排气不畅等问题。
山东德润精密冷拔
钢管厂拥有精轧
无缝钢管机组16条;冷拔无缝钢管
生产线4条;精拔无缝钢管生产线4条;
精轧无缝钢管机组生产线16条,其LG20型精密轧机4台、LG30型精密轧机4台、LG 50型加强型精密轧机6台、LG 120型精轧机2台,现以投入生产,可生产型号:外径4mm---219mm,壁厚从0.8mm---32mm之间,主要生产冷轧精密光亮
无缝管,精密钢管,精轧钢管、精密无缝钢管,精轧退火无缝管,精拉无缝钢管。精度在公差正负5丝、偏壁控制在10-30丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程
机械车、工程锚杆、建筑钢筋套筒、
油缸、机械等广泛领域,年产 精密无缝钢管、精轧光亮钢管万吨。
专业生产异型无缝钢管机组(可生产外径4-400mm*0.5-30mm)的各种异型无缝钢管,可六角管、八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管。
68*78镀锌T型管采用汉语拼音字母表示产品名称、用途、特性和工艺方法时,一般从代表产品名称的汉语拼音中选取个字母。当和另一个产品所选用的字母重复时,可改用第二个字母或第三个字母,或同时选取两个汉字中的个拼音字母。暂时没有可采用的汉字及汉语拼音的,采用符号为英文字母。
钢材机械性能1.屈服点(σs)钢材或试样在拉伸时,当应力超过性极限,即使应力不再增加,而钢材或试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的应力值即为屈服点。
北京-内外八角钢管 北京-68*78镀锌T型管|厂家生产